詳細業務メニュー








|
精密研磨 |
        |
| 精密研磨事例 |
|
|
 |
従来の研磨方法では実現する事が
困難な、平面度(3μm以下)を維持し
なお且つ超鏡面(Ra0.01μm以下)を
実現し提供する事が可能となりまし
た。従来の研磨では不可能と思い込
んでいた、幾何公差をもう一度見直し
弊社の技術を活用しては如何でしょ
うか。
【研磨可能材質】
金属系・非鉄金属系
それ以外の材質に付きましてはお問
合わせください。 |
|
平面度3μmを維持した研磨
|
|
|
|
|
|
|
|
 |
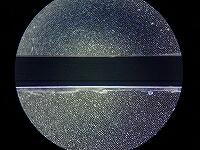
パイプ状で内径Φ0.3mm以上の内面
を超鏡面(Ra0.01μm)に研磨すること
が可能です。研磨により、パーティクル
性、洗浄性、流体抵抗置換性、真空
到達度性、耐放電性、反射集光性の
大幅な向上が見込めます。
さらにシール性等を必要とする場合
は、幾何公差(20μm以下)を維持し
た研磨も可能です。
【研磨可能材質】
金属系・非鉄金属系・樹脂・ガラス |
内径0.5mmのステンレス管
内面研磨後の顕微鏡写真
|
|
|
|
|
|
|
|
|
 |
高電圧を印加し、電子ビームの加速を
行う鏡筒内の電極類は耐放電特性
(表面の平滑性)と清浄度(残留有機
物の減少)が求められます。
弊社の保有技術では、複合電解研
磨で平滑性を、精密洗浄で清浄度を
保ちお客様に提供しています。
≪詳細データ≫
|
耐腐食性向上のための
複合電解研磨加工
|
|
|
|
|
|
|
|
|
 |
SUSプレートの中央に接着したシリコン板
の表面をRa0.01μm以下で研磨した
事例です。
様々な材質の研磨にも対応出来ま
す。
|
|
シリコン板研磨10倍拡大
|
|
|
|
|
|
|
|
|
 |
 |
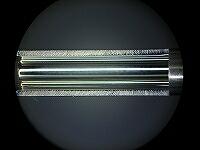
SUS304の極細棒(針)Φ0.1mm×
25mmの伸線時、表面に発生する傷
を研磨で除去した事例です。
普通では研磨が困難な形状でも対
応する事が出来ます
|
|
SUS0.1mm棒外面研磨前後
|
|
|
 Ohki Industry Co.,Ltd
Ohki Industry Co.,Ltd 



